The Importance of Encapsulants in Solar Module Manufacturing
- ankitagangawane
- Jan 20
- 4 min read
Updated: Feb 7
Understanding Encapsulants
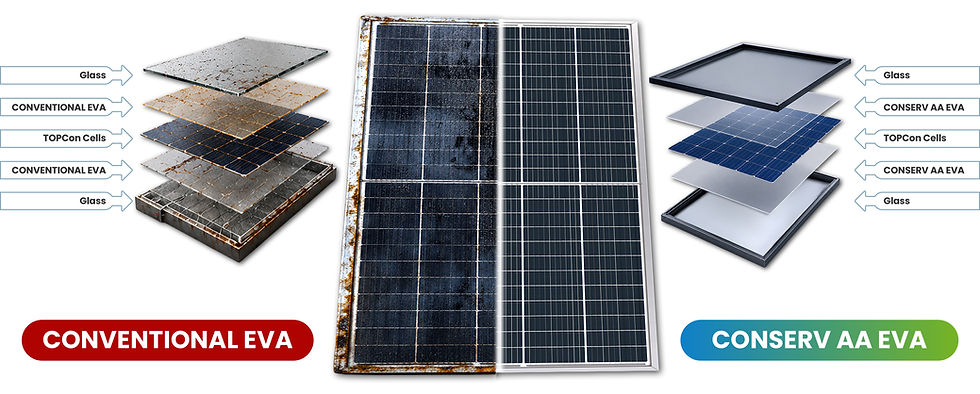
An encapsulant is a polymer layer that binds the solar cells between two layers, which may be either glass to glass or glass to backsheet. This layer ensures mechanical stability, electrical insulation, and protection from environmental stress factors like UV and hydrolysis. It prevents moisture ingress, cushions cells from mechanical shocks, and ensures optical transparency for maximizing light transmission for higher power generation. Given these multifaceted functions, any lapse in encapsulant performance—whether due to handling, lamination, or material variation—can translate into long-term performance and reliability issues, causing both financial and reputational losses.
Defects Arising from Encapsulant Failures

1. Yellowing/Browning of Encapsulant
One of the primary functions of an encapsulant is to provide transparency to the solar cell, ensuring maximum light transmission for efficient power generation. When an encapsulant with a compromised formulation is used, it can lead to yellowing or degradation of the film. This discoloration obstructs light passage, reduces transparency, and diminishes the overall power output of the module.
2. Hotspot Failure
Improper encapsulant formulation or foreign contamination, such as excessive flux introduced during module manufacturing, can cause localized heating within the cell. This results in “hotspots,” leading to performance loss and long-term reliability concerns.
3. Corrosion of Busbar, Ribbon, and Interconnects
Incorrect selection of encapsulant grade or a compromised formulation can allow moisture ingress or voids. This can lead to corrosion of electrical busbars, ribbons, and interconnects, weakening electrical pathways, increasing resistance, and causing an overall reduction in power output.
4. Bubble Defects and Delamination
Bubble formation and delamination are typically linked to incorrect laminator parameters or the use of an improper curative in the encapsulant film. These defects compromise adhesion, severely impacting module reliability and performance.
5. Snail Trail
Snail trails are visible discoloration patterns that occur due to a poor moisture barrier in the backsheet combined with a contaminated encapsulant formulation. This phenomenon not only affects the aesthetics of the module but also signals underlying chemical or physical degradation that can impair long-term reliability.
Impact of Improper Encapsulant Handling and Processing on Operational Efficiency

1. Bubbles
One of the most common issues seen during module production is the formation of bubbles. These bubbles are typically caused by poor vacuum distribution or excessive lamination temperature. The presence of water on the encapsulant itself or other BOM materials like glass and cells can also lead to bubble issues. Such problems can often be prevented through careful handling and storage of the encapsulant. For instance, wearing gloves during line operations and following the recommended lamination recipe can help. It is crucial to maintain encapsulant width as per glass size. For cost reduction, module makers may reduce encapsulant width below the safety margin; however, RenewSys recommends keeping the width of the encapsulant equal to the width of the glass. Any encapsulant has natural aging shrinkage, and the safety margin erodes over time. Hence, a reduced width of encapsulant over glass is not advisable.
2. String Shifting or Overlapping
Another frequent defect involves string shifting or overlapping, often caused by surface textural mismatch between glass and encapsulant or high humidity conditions at the shop floor. These shifts can lead to higher downgrades or rejects during module manufacturing or can generate micro-cracks on cells, even after seemingly acceptable quality modules are shipped. The issue can be mitigated by performing hot soldering after encapsulant layup to reduce jerks and ensuring that the strings remain correctly aligned during lamination. Additionally, humidity conditions need to be monitored at the shop floor.
3. Waviness
Waviness in encapsulant layup is another concern, commonly resulting from non-uniform thickness or trapped air between the glass and encapsulant. This not only increases the risk of cell breakage before lamination but also raises the rework and rejection rate during production. The degree of waviness increases with the storage period and uncontrolled storage conditions. Improper stacking of rolls, mishandling of rolls from the storage area to the shop floor, and uncalibrated roll unwinder can all contribute to waviness.
4. Stickiness
Stickiness, though less visually evident, can severely hamper productivity. It occurs when encapsulant rolls are wound under high tension, stored improperly, or when the embossing structure is incompatible with the glass. Sticky encapsulants lead to uneven layup and increased downtime due to manual intervention on the conveyor. RenewSys recommends strictly following the storage conditions outlined in the technical data sheet (TDS).
5. Low Gel Content
Low gel percentage in encapsulants can result from both poor formulation and incorrect processing parameters, such as lower than recommended curing temperatures and short lamination cycles. Any one of these factors, alone or in combination, can lead to low gel content due to poor cross-linking of the encapsulant. This can further cause reduced adhesion (delamination), thermal instability, yellowing/browning, and power degradation over time.
Key Causes of Encapsulant Failures
Most encapsulant failures can be traced back to one or a combination of fundamental causes:
Compromised formulation (use of poor-quality base resin and/or insufficient curatives and additives)
Improper handling and storage
Inaccurate process calibration
Poor shop floor hygiene
Inconsistent quality control
Encapsulants are highly sensitive materials that must be stored under controlled temperature and humidity conditions. Direct contact with contaminated surfaces or moisture will compromise material integrity. Material handling on the shop floor must be carried out carefully, with strict attention to humidity control and hygiene practices to prevent contamination. Similarly, equipment calibration plays a pivotal role; laminators, vacuum systems, conveyors, and unwinding rollers must be properly calibrated and regularly maintained to ensure consistent performance. Any deviation from recommended storage, handling, and processing will cause short-term damages (increased downtime, generation of reject grade) and long-term damages (power loss, yellowing/browning, hotspot failure, micro-cracks of cells, corrosion of interconnects).
Regular quality monitoring is also critical. Testing parameters such as gel content, optical transmittance, and dimensional stability ensure that the encapsulant consistently meets performance requirements before being used in production.
Conclusion: The Path Forward
At RenewSys, we recognize the importance of encapsulant reliability in determining overall module performance. As India’s first integrated manufacturer of solar PV modules and key components—including EVA, EPE, and POE encapsulants—we place strong emphasis on precision manufacturing, stringent testing, and continuous innovation.
Our encapsulants are engineered to offer excellent optical transparency, consistent gel content, and robust adhesion—qualities that directly translate into enhanced module durability and energy yield. Every roll undergoes comprehensive quality checks to ensure uniformity and stability, helping module manufacturers achieve the highest global performance standards.
By focusing on encapsulant quality and handling, we can drive the adoption of high-performance and sustainable solar solutions worldwide, continuously innovating with next-generation technologies.